It is recommended that you update your browser to the latest browser to view this page.
Please update to continue or install another browser.
Update Google ChromeIt is recommended that you update your browser to the latest browser to view this page.
Please update to continue or install another browser.
Update Google ChromeThe Chrysotile Asbestos fiber bags are slit open in a closed automatic bag opening device under negative pressure. Fiber is first milled and blended in a Kollargang. Intimately mixed fine aqueous slurry of cement and asbestos fibers is then prepared.
At Hamirgarh, District Bhilwara, Rajasthan, our pipes are manufactured in fully automatic plants imported from M/s Farben Industrial Development Corporation, Italy.
Our plants employ state-of-the-art Mazza process, the latest technology available in the world for manufacturing Asbestos Cement Pressure Pipes. Mazza process is far superior to the still prevalent but almost obsolete process called the Magnani process.
Fiber Bod Device
A machine having a rotary sieve cylinder with hog beaters the slurry and distributes the fiber appropriately. The Mazza process incorporates an endless felt under uniform vacuum to produce a continuous uniform thin lamina of approximately 0.25 mm thickness with fiber orientation that is horizontal to lamina and criss-cross.
Silos
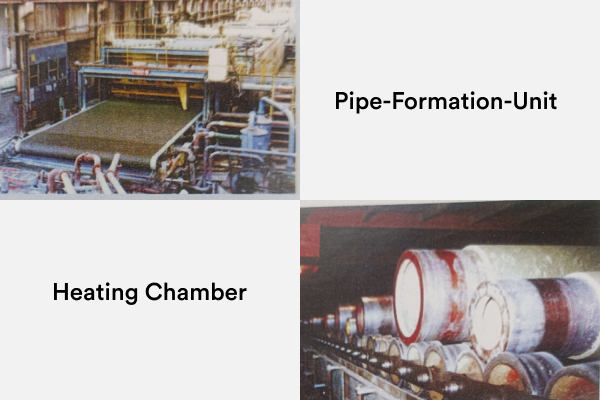
This lamina is wrapped around a steel mandrel under continuous high pressure (from a press beam) until a uniformly consolidated pipe with desired wall thickness is formed.
Pipe Formating Unit
The pipe is then kept in a heated tunnel for 4 to 6 hours for drying. Eventually, a homogeneous pipe is formed under uniform pressure. It has essentially a laminar construction of great strength and durability.
The pipes are subsequently cured under autoclave. After autoclaved, the pipes are accurately machined at the ends.
Autoclave Unit
Every Mazza pipe is subjected to internal hydraulic tightness test. The pipes are placed in a hydraulic press, the ends being made watertight in the press heads. The pressure is raised gradually until the pressure gauge resisters figures corresponding to their class. This pressure is maintained for 30 seconds to ensure that there is no fissure, leakage or sweating on the outside surface of the pipe.
hydraullic